Bolt Circle
For each Holes block, you must include a Bolt Circle, Locations, or Rotary Locations operation. The Bolt Circle, Locations, or Rotary Locations softkeys are not available for the first operation in a Holes block because they require prior operations to identify the type of operation, the tool, reference points, and machining information.
A Bolt Circle operation executes a series of equally spaced holes in a common circle. This operation allows skipping holes in the bolt circle.
-
All Locations programmed in a block containing a Bolt Circle are executed in addition to the Bolt Circle pattern.
-
All operations programmed in a data block are performed at all locations specified in that block.
To program a new Bolt Circle operation:
-
Display the Input screen and select the Part Programming softkey.
-
Select the Insert Block Before softkey.
-
Select the Holes softkey. The Hole Operation screen opens.
-
Select and program the hole operation(s).
-
Place cursor in the Operation field and select Next Operation softkey.
-
Select the Bolt Circle softkey.
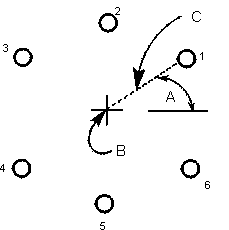
Enter the number of holes, the radius, and the X and Y center coordinates to establish the bolt circle pattern. Use the Skip List field to specify positions that should be skipped. For example, in the diagram below there are 6 holes in the pattern. If you do not want to drill holes for positions 2 and 5, enter 2 and 5 in the Skip List field
|
|
|
|
|
|
A Start Angle |
|
|
B X Center, Y Center |
|
|
C radius |
|
|
|
|
|
|
|
|
|
See the Field Glossary for definitions of the Bolt Circle fields:
|
|
See Bolt Circle to Holes Locations or Pattern Locations Conversion to convert the Bolt Circle to a Holes Locations or Pattern Locations block. |
|
Follow this link to hurco.com/connect to view Bolt Circle video demonstrations. Bolt Circle video demonstrations on hurco.com/connect Scroll down on the page and select the Intro 9 or Intro 10 Bolt Circle video to download. Internet connection is required. |