O
—in Plane Intersection part probing, the X or Y offset position (1, 2,...).
—in Two Point Edge Skew cycle part probing, the point offset from the original start point, which determines the second start point.
—the X offset positions from the Start location.
—the Y offset positions from the Start location.
—the Z dimension offset for part zero in Zero Calibration mode. This field is usually left at 0 and the Tool Calibration field in Tool Setup is used to determine each tool's part zero.
-
To use Store Position softkey in Part Setup, the calibrated tool previously defined in Tool Setup for this program must be in the spindle.
-
Entering a value in the Offset Z field adds or subtracts the amount of the offset to/from the Tool Calibration value. For example, you can adjust all Tool Calibration values in the Z axis and Z Start to compensate for part thickness by changing the Offset Z value without recalibrating each tool.
-
The Include Offset Z in Tool Zero Cal parameter indicates if Offset Z is added to the Zero Calibration value when tool calibration is set using Store Machine Position. See Program Parameters for more information.
—the operation number of the function (drill, tap, bore, etc). The system determines the operation number by the position of the function in the data block. Select the type of operation using the drop-down list or softkeys.
—if Yes, the pocket start location fields will appear on pocket boundary screens, when Pocket Type Inward, ADP Zigzag, or ADP 1-Way are selected. The default setting is No. The value of Pocket Plunge Near Center is ignored.
—the status (on or off) of the Optional Stop.
—the method, Angles or Vectors, used to orient the transform plane:
-
Angles—uses degree of rotation around X, Y, or Z.
-
Vectors—uses a plane of rotation defined using two perpendicular vectors.
—in Mill Thread, specifies Inside or Outside threads.
—in Mill Triangle, the angle to rotate the pocket about the center. Leaving the field at zero specifies no rotation. A negative value will angle downward; a positive value will angle upward. See Conversational Programming, Mill Triangle.
—in Stick, True-Type, HD3, and Serial Number Lettering blocks, the angle of the text. The center of rotation is located at the reference point. Leaving the field at zero specifies no rotation. A negative value will angle the end of the text string in an upward direction; a positive value will angle the end of the text string in a downward direction.
—in the DRO, the orientation of the axes.
—rotates the part in a Mill Polygon block. This field specifies an angle relative to the X axis that determines where the starting side occurs. An orientation of 0° indicates that the starting side is at the bottom of the polygon, parallel to the X axis. For example:
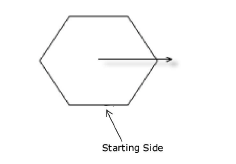 0° Angle |
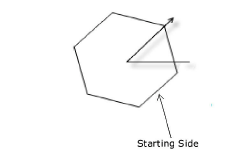 45° Angle |
—the coordinates in XYZ, from part zero, where the rotation begins.
—the percentage of tool diameter that overlaps for each pass in a pocket milling operation with Adaptipath (when Pocket Type is ADP Zigzag or ADP 1-Way). Specify Target (default 50) and Minimum (default 10) overlap percentages.
—indicates Tripped or Not Tripped. Not Tripped is required to operate the machine.
—disables the Rapid, Feed, and Speed overrides and locks the values at 100%. The default is Off.
Override Machine Configuration
—turn on to override the machine configuration with different rotary axis settings for graphics display.
Overwrite Existing Zero Calibration
—(Zero Calibration mode) when matching tools during a program load, the zero calibration from the program replaces the calibration for the tool on the machine. Default is YES.
|
|
The OVERWRITE EXISTING ZERO CALIBRATION setting applies both to tools that are automatically matched (during a program load), as well as tools that are manually matched. |
