NC Probing Part Setup
It is possible to perform a part probe setup using calls to a set of predefined subprograms. A subprogram is a group of commands stored under one name. These probing subprogram calls mimic the probe part setup conversational data block.
The first five subprogram calls (P1000 through P5000) are used to set internal reference locations that perform the probing function. The sixth subprogram, P6000, performs the probing operation.
In addition, an NC program utilizing G31 commands can be used to perform a probing part setup.
|
|
Probing is used for setting up part zero for G54 only. |

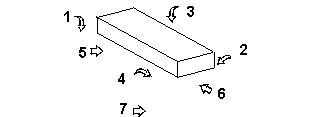
Here is an example of the NC codes for probing part setup:
G165 P1000 X0.0 Y0.0
G165 P2000 X1.0 Y8.0 Z-10.0
G165 P3000 X4.0 Y1.0 Z-10.0
G165 P4000 X4.0 Y2.0 Z-5.0
G165 P5000 X1.0 Y2.0 Z-10.0
G165 P6000 X+1 Y+1 A1
|
1 |
P2000 XYZ X Start Location |
|
2 |
P3000 XYZ Y Start Location |
|
3 |
P4000 XYZ Z Start Location |
|
4 |
P5000 XYZ Skew Start Location |
|
5 |
X Probe Direction |
|
6 |
Y Probe Direction |
|
7 |
Skew Axis: X |
The previous example illustrates these subprograms:
-
P1000 is used to set the X and Y reference locations.
-
P2000 is used to set the X Start Location.
-
P3000 is used to set the Y Start Location.
-
P4000 is used to set the Z Start Location.
-
P5000 is used to set the Skew Start Location.
-
P6000 is used to set the X and Y direction (+1.0 means positive -1.0 means negative) and the Skew axis (A = 1 for X axis, A = 2 for Y axis, any other value or no A parameter indicates no skew axis).
|
|
The P1000 to P5000 subprograms must be used prior to P6000. Once a P6000 is used, the internal reference locations are reset to zero after the probing operation is performed. To retry the part setup, the P1000 to P5000 subprograms must be reset before P6000. |
